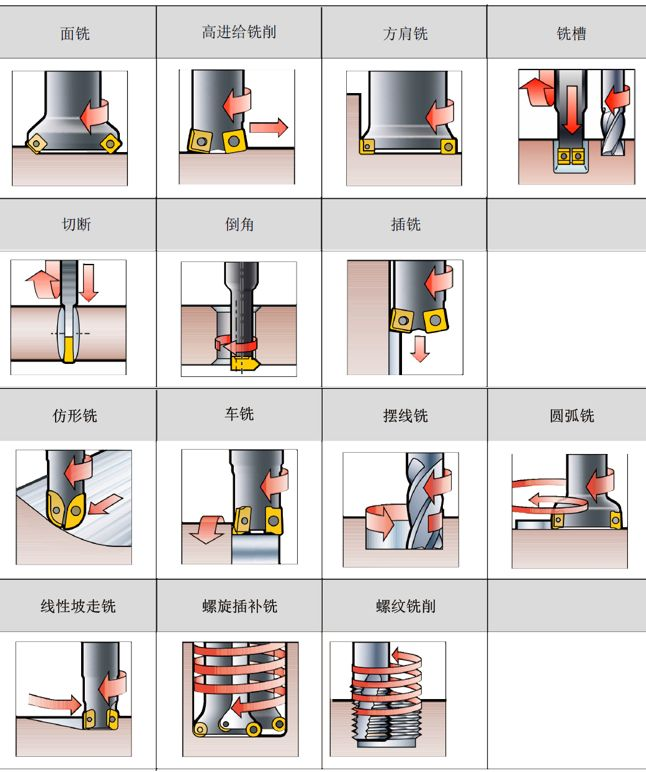
I selve produktionen af fræsebearbejdning er der mange anvendelsesfærdigheder, herunder maskinværktøjsindstilling, emneopspænding, værktøjsvalg osv. Dette nummer opsummerer kort 17 nøglepunkter ved fræsebearbejdning. Hvert nøglepunkt er din dybtgående beherskelse værd.
Xinfa CNC-værktøjer har karakteristika af god kvalitet og lav pris. For detaljer, besøg venligst:CNC-værktøjsproducenter – Kina CNC-værktøjsfabrik og leverandører (xinfatools.com)
1. Strømkapacitet
Kontroller kraftkapaciteten og maskinens stivhed for at sikre, at maskinen kan håndtere den nødvendige skærediameter.
2. Arbejdsstykkestabilitet
Arbejdsemnets fastspændingsforhold og overvejelser.
3. Udhæng
Hold værktøjsudhænget på spindlen så kort som muligt under bearbejdning.
4. Vælg den korrekte skærehøjde
Brug den korrekte skærestigning til operationen for at sikre, at der ikke er for meget skærindgreb i snittet, hvilket ville forårsage vibrationer.
5. Skæring Engagement
Sørg for tilstrækkelig skærindgreb ved fræsning af smalle emner, eller når der er mellemrum.
6. Indsæt Geometrivalg
Brug vendeskær med positiv geometri, når det er muligt, for at sikre jævn skærehandling og minimalt strømforbrug.
7. Brug den korrekte feed
Sørg for den korrekte fremføring af det anvendte skær for at opnå den korrekte skærehandling ved at bruge den maksimalt anbefalede spåntykkelse.
8. Skæreretning
Brug nedfræsning, når det er muligt.
9. Del overvejelser
Emnets materiale og konfiguration samt kvalitetskravene til overfladen, der skal bearbejdes.
10. Indsæt Karaktervalg
Vælg geometri og kvalitet baseret på emnematerialetype og applikationstype.
11. Dæmpet fræser
Ved længere udhæng, mere end 4 gange værktøjets diameter, bliver tendensen til at vibrere mere udtalt, og brug af et dæmpet værktøj kan øge produktiviteten markant.
12. Indtast Vinkel
Vælg den mest passende indtastningsvinkel.
13. Fræserdiameter
Vælg den korrekte diameter baseret på emnets bredde.
14. Kutterposition
Placer fræseren korrekt.
15. Ind- og udgang af fræseren
Som det kan ses, er spåntykkelsen med bueindgangen altid nul ved udstigning, hvilket giver mulighed for højere tilspændinger og længere værktøjslevetid.
16. Kølevæske
Påfør kun kølevæske, når det skønnes nødvendigt. Fræsning udføres generelt bedre uden kølevæske.
17. Vedligeholdelse
Følg anbefalingerne til vedligeholdelse af værktøj og overvåg værktøjsslid.
Indlægstid: 20-jul-2024


