Hvad er Trochoidal fræsning
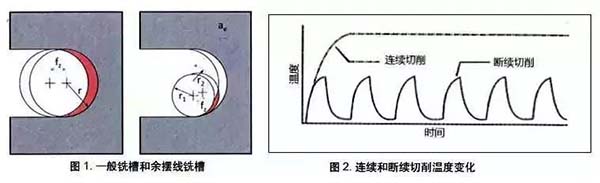
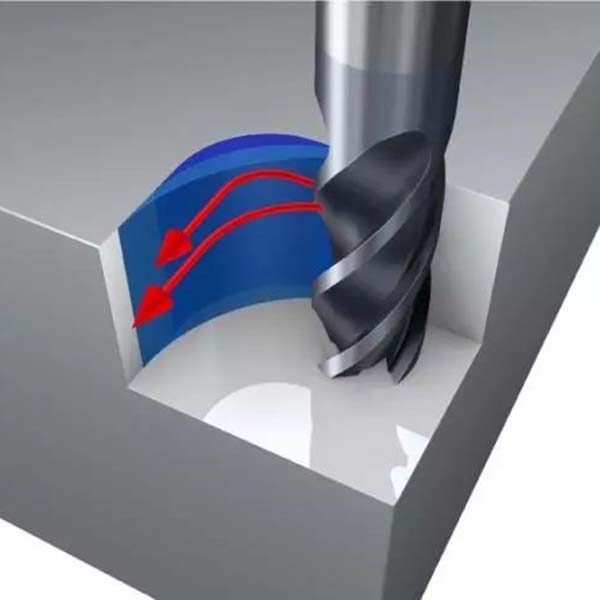
Pindfræsere bruges mest til bearbejdning af planer, riller og komplekse overflader. Forskelligt fra drejning, i behandlingen af riller og komplekse overflader af disse dele, er banedesignet og valg af fræsning også meget vigtigt. Ligesom den generelle metode til spaltefræsning kan buekontaktvinklen ved samtidig bearbejdning nå et maksimum på 180°, varmeafledningstilstanden er dårlig, og temperaturen stiger kraftigt under bearbejdningen. Men hvis skærevejen ændres, så fræseren roterer på den ene side og drejer på den anden, reduceres kontaktvinklen og skæremængden pr. omdrejning, skærekraften og skæretemperaturen reduceres, og værktøjets levetid forlænges. . Således kan skæringen fortsættes i lang tid, som (Figur 1) kaldes trochoidal fræsning.
Dens fordel er, at det reducerer sværhedsgraden ved at skære og sikrer kvaliteten af forarbejdningen. Rimelig udvælgelse af skæreparametre kan forbedre effektiviteten og reducere omkostningerne, især ved bearbejdning af svært bearbejdede materialer som varmebestandige legeringer og højhårde materialer, det kan spille sin rolle betydeligt, og det har et stort udviklingspotentiale, hvilket kan være grunden til, at industrien er mere og mere opmærksom på og vælger den trochoidale fræsemetode.
 Tekniske fordele
Tekniske fordele
Cykloiden kaldes også trochoid og den udvidede epicykloid, det vil sige banen for et punkt uden for eller inde i den bevægelige cirkel, når den bevægelige cirkel strækker sig en bestemt lige linje for at rulle uden at glide. Det kan også kaldes lang (kort) cykloid. Trochoidal bearbejdning er at bruge en endefræser med en diameter mindre end rillebredden til at bearbejde en halvbue rille til en lille del af buen på dens side. Det kan behandle forskellige riller og overfladehulrum. På denne måde kan en endefræser i teorien behandle riller og profiler af enhver størrelse større end den, og kan også bearbejde en række produkter bekvemt.
Med udviklingen og anvendelsen af computer numerisk styreteknologi bliver den kontrollerbare fræsevej, optimeringen af skæreparametre og det mangefacetterede potentiale ved trochoidal fræsning brugt og bragt i spil mere og mere. Og det er blevet overvejet og værdsat af deleforarbejdningsindustrier såsom rumfart, transportudstyr og værktøjs- og formfremstilling. Især i rumfartsindustrien har almindeligt anvendte titanlegeringer og nikkelbaserede varmebestandige legeringsdele mange vanskelige bearbejdningsegenskaber, herunder:
Høj termisk styrke og hårdhed gør det vanskeligt for skæreværktøjet at bære eller endda deformere;
Høj forskydningsstyrke gør bladet let at beskadige;
Lav varmeledningsevne gør det vanskeligt for høj varme at blive eksporteret til skæreområdet, hvor temperaturen ofte overstiger 1000ºC, hvilket forværrer værktøjsslitage;
Under bearbejdningen svejses materialet ofte til bladet, hvilket resulterer i opbygget kant. Dårlig bearbejdet overfladekvalitet;
Arbejdshærdningsfænomenet med nikkelbaserede varmebestandige legeringsmaterialer med austenitmatrix er alvorligt;
Karbiderne i mikrostrukturen af nikkelbaserede varmebestandige legeringer vil forårsage slibende slid på værktøjet;
Titanlegeringer har høj kemisk aktivitet, og kemiske reaktioner kan også forværre skader og så videre.
Disse vanskeligheder kan behandles kontinuerligt og problemfrit ved hjælp af trochoidal fræseteknologi.
På grund af den kontinuerlige optimering af værktøjsmaterialer, belægninger, geometriske former og strukturer, den hurtige udvikling af intelligente kontrolsystemer, programmeringsteknologier og højhastigheds, højeffektive multifunktionelle værktøjsmaskiner, højhastigheds (HSC) og højeffektivitet (HPC) skæring har også nået et niveau. nye højder. Højhastighedsbearbejdning tager hovedsageligt hensyn til forbedring af hastigheden. Højeffektiv bearbejdning bør ikke kun overveje forbedring af skærehastigheden, men også overveje reduktion af hjælpetid, rationelt konfigurere forskellige skæreparametre og skæreveje og udføre sammensat bearbejdning for at reducere processer, forbedre metalfjernelseshastigheden pr. tidsenhed og på samme tid forlænge værktøjets levetid og reducere omkostningerne, overvej miljøbeskyttelse.
teknologisk udsigt
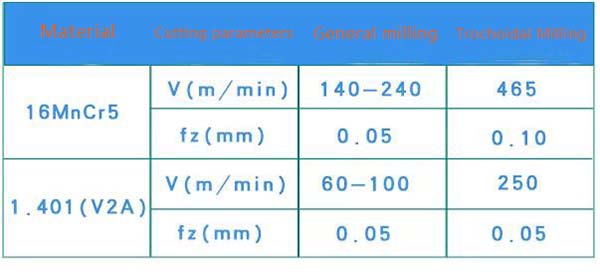
Ifølge applikationsdataene for trochoidal fræsning i flymotorer (som vist i tabellen nedenfor), ved behandling af titanlegering Ti6242, kan omkostningerne til skærende værktøjer pr. volumenhed reduceres med næsten 50%. Mandetimer kan reduceres med 63 %, den samlede efterspørgsel efter værktøj kan reduceres med 72 %, og værktøjsomkostningerne kan reduceres med 61 %. Arbejdstiden for behandling af X17CrNi16-2 kan reduceres med omkring 70 %. På grund af disse gode erfaringer og resultater er den avancerede trochoidale fræsemetode blevet anvendt på flere og flere felter, og den har også fået opmærksomhed og er begyndt at blive anvendt i nogle områder af mikropræcisionsbearbejdning.
Indlægstid: 22-2-2023


