Betjeningspanelet på bearbejdningscentret er noget, som enhver CNC-arbejder kommer i kontakt med. Lad os tage et kig på, hvad disse knapper betyder.

Den røde knap er nødstopknappen. Når denne kontakt trykkes ned, stopper værktøjsmaskinen, normalt i nødsituationer eller uventede forhold.
Xinfa CNC-værktøjer har karakteristika af god kvalitet og lav pris. For detaljer, besøg venligst:
CNC-værktøjsproducenter – Kina CNC-værktøjsfabrik og leverandører (xinfatools.com)

Start fra yderst til venstre. Den grundlæggende betydning af de fire knapper er
1 Programautomatisk betjening refererer til den automatiske betjening af programmet, når programmet behandles. Det bruges almindeligvis til forarbejdning. I denne tilstand behøver operatøren kun at klemme produktet og derefter trykke på programstartknappen.
2Den anden er knappen til programredigering. Bruges hovedsageligt ved redigering af programmer
3 Den tredje er MDI-tilstand, som hovedsageligt bruges til manuelt at indtaste korte koder såsom S600M3
4DNC-tilstand bruges hovedsageligt til in-line-bearbejdning

Disse fire knapper fra venstre mod højre er
1 Program nul-knap, bruges til nulstilling
2. Hurtigkørsel. Tryk på denne tast og match den tilsvarende akse for at bevæge dig hurtigt.
3. Langsom fodring. Tryk på denne tast, og værktøjsmaskinen vil bevæge sig langsomt tilsvarende.
4 håndhjulsknap, tryk på denne knap for at betjene håndhjulet

Disse fire knapper er fra venstre mod højre
1 Enkeltblokudførelse, tryk på denne tast og programmet stopper efter en periode med udførelse.
2. Programmer kommando for overspring af segmenter. Når der er et /-symbol foran nogle programsegmenter, hvis du trykker på denne tast, vil dette program ikke blive udført.
3. Vælg Stop. Når der er M01 i programmet, tryk på denne tast og koden vil virke.
4 manuelle demonstrationsvejledninger

1 Program genstart knap
2. Maskinlås kommando. Tryk på denne tast, og værktøjsmaskinen vil blive låst og vil ikke bevæge sig. til fejlretning
3. Tørkørsel, almindeligvis brugt i forbindelse med værktøjsmaskinens låsekommando til fejlfinding af programmer.
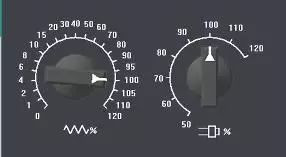
Kontakten til venstre bruges til at justere tilspændingen. Til højre er knappen til justering af spindelhastigheden
Fra venstre mod højre er der cyklusstartknap, programpause og program MOO stop.

Dette repræsenterer den tilsvarende spindel. Generelt har værktøjsmaskiner ikke 5 eller 6 akser. Kan ignoreres
Bruges til at styre maskinens bevægelse. Tryk på tasten i midten, og den vil fodre hurtigt.

Sekvensen er spindel fremad rotation, spindel stop og spindel baglæns rotation.


Der er ingen grund til at forklare det numeriske og alfabetiske panel, det er ligesom en mobiltelefon og computertastatur.
POS-nøglen betyder koordinatsystem. Tryk på denne tast for at se de relative koordinater og absolutte koordinater for værktøjsmaskinens koordinatsystem.
ProG er en programnøgle. De tilsvarende programoperationer skal generelt udføres i den tilstand, hvor denne tast trykkes.
OFFSETSETTING bruges til at indstille værktøjspunkterne i koordinatsystemet.
shift er shift-tasten
CAN er annulleringsnøglen. Hvis du indtaster en forkert kommando, kan du trykke på denne tast for at annullere den.
IUPUT er inputtasten. Denne tast er påkrævet til generel dataindtastning og parameterinput.
SYETEM systemnøgle. Bruges hovedsageligt til at se systemparameterindstillinger
MESSAGE er hovedsageligt informationsmeddelelser
CUSTOM grafisk parameter kommando
ALTEL er substitutionsnøglen, som bruges til at erstatte instruktioner i programmet.
Insert er insert-instruktionen, der bruges til at indsætte programkode.
slet bruges hovedsageligt til at slette kode
RESET-knappen er meget vigtig. Det bruges hovedsageligt til at nulstille, stoppe programmer og stoppe nogle instruktioner.
Knapperne er grundlæggende blevet forklaret, og du skal øve dig mere på stedet for at blive fortrolig med dem.
Indlægstid: 27. maj 2024


