Fræsere bruges meget. Forstår du virkelig strukturen af fræsere? Lad os finde ud af det gennem en artikel i dag.
1. Geometriske hovedvinkler for indekserbare fræsere
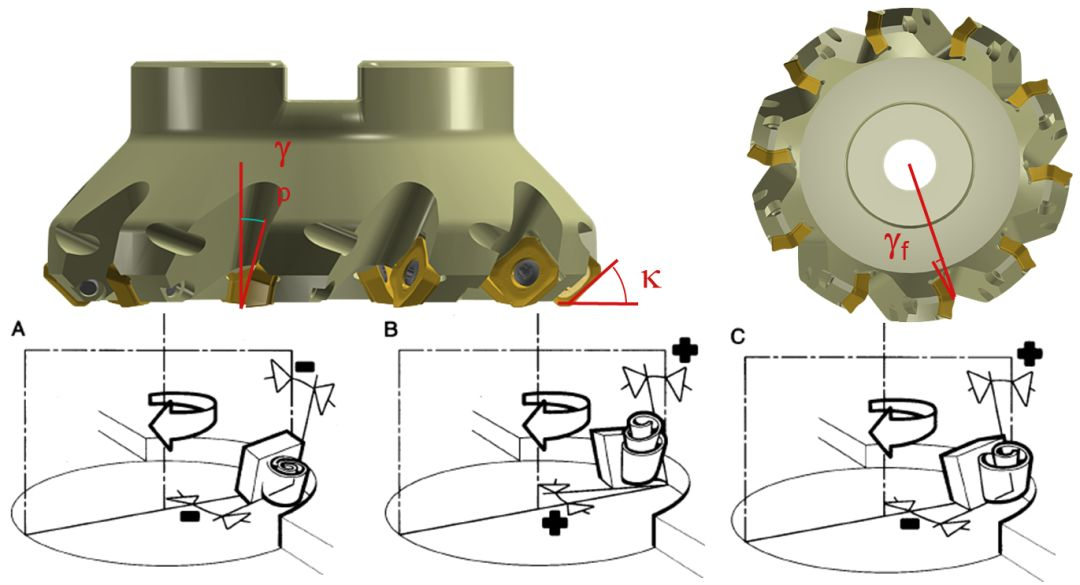
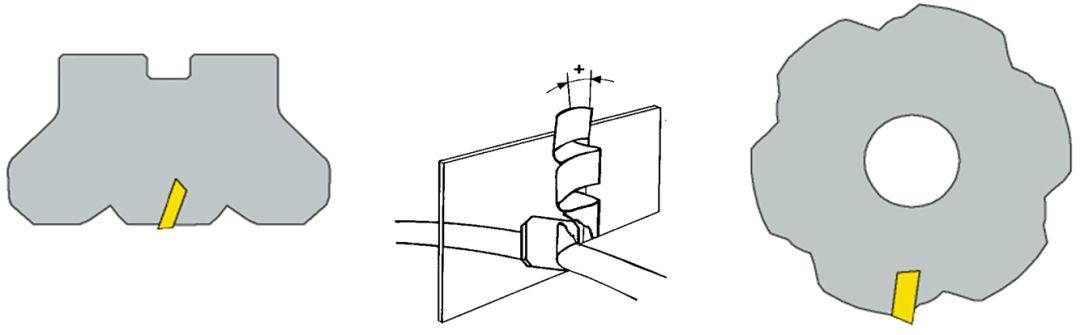
Fræseren har en førende vinkel og to spånvinkler, den ene kaldes den aksiale spånvinkel og den anden kaldes den radiale spånvinkel.
Den radiale spånvinkel γf og den aksiale spånvinkel γp. Den radiale spånvinkel γf påvirker hovedsageligt skærekraften; den aksiale spånvinkel γp påvirker dannelsen af spåner og retningen af den aksiale kraft. Når γp er en positiv værdi, flyver spånerne væk fra bearbejdningsprocessen. nudel.
Rivevinkel (rivefladekontaktflade)
Negativ skråvinkel: til stål, stållegeringer, rustfrit stål, støbejern.
Positiv skråvinkel: Anvendes i tyktflydende materialer og nogle højtemperaturlegeringer.
Midterste forreste hjørne: bruges til gevindskæring, rilling, profilering og formning af knive.
Brug negative skråvinkler, når det er muligt.
2. Fræsergeometri
1. positiv vinkel -positiv vinkel
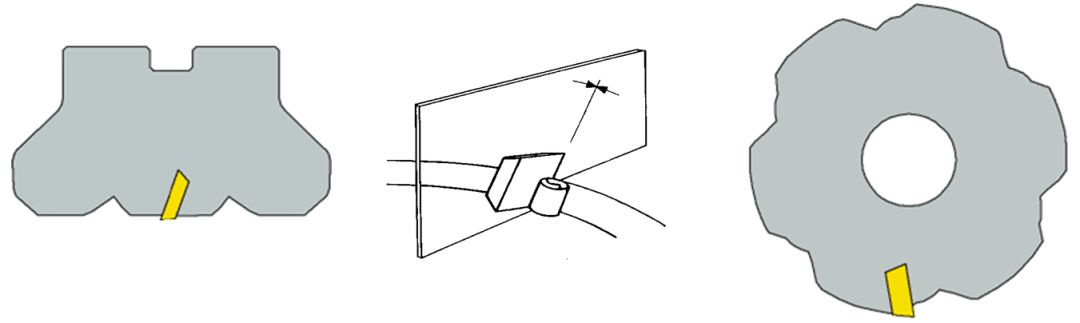
Skæringen er let og glat, men skærekantens styrke er dårlig. Velegnet til bearbejdning af bløde materialer og rustfrit stål, varmebestandigt stål, almindeligt stål og støbejern osv. Denne form bør foretrækkes, når der er værktøjsmaskiner med lav effekt, utilstrækkelig stivhed af processystemet og opbyggede kanter.
Fordel:
+ glat skæring
+ Glat spånevakuering
+ god overfladeruhed
Ulemper:
- Skærekantsstyrke
- Ikke befordrende for at skære kontakten
- Emnet er adskilt fra maskinbordet
2. Negativ vinkel – Negativ vinkel
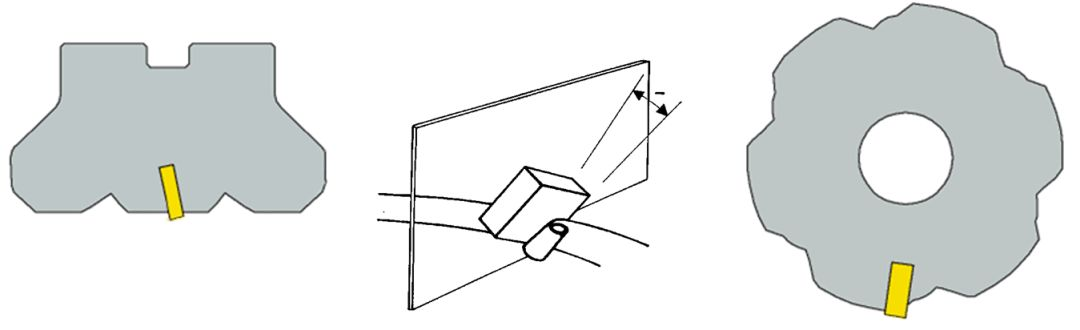
Den har stærk slagfasthed og bruger negative klinger, velegnet til groft fræsning af støbestål, støbejern og højhårdhed, højstyrkestål.
Men fræsning bruger meget strøm og kræver fremragende processystemstivhed.
Fordel:
+ skærekantstyrke
+ Produktivitet
+ Skub emnet til maskinbordet
Ulemper:
- Større skærekraft
- Spånblokering
Xinfa CNC-værktøjer har karakteristika af god kvalitet og lav pris. For detaljer, besøg venligst:
CNC-værktøjsproducenter – Kina CNC-værktøjsfabrik og leverandører (xinfatools.com)
3. Positiv vinkel – negativ vinkel
Skærekanten har stærk slagfasthed og er skarp. Velegnet til bearbejdning af stål, støbestål og støbejern. Effekten er også bedre ved fræsning med store marginer.
Fordel:
+ Glat spånevakuering
+ gunstige skærekræfter
+En bred vifte af applikationer
4. Fræserstigning
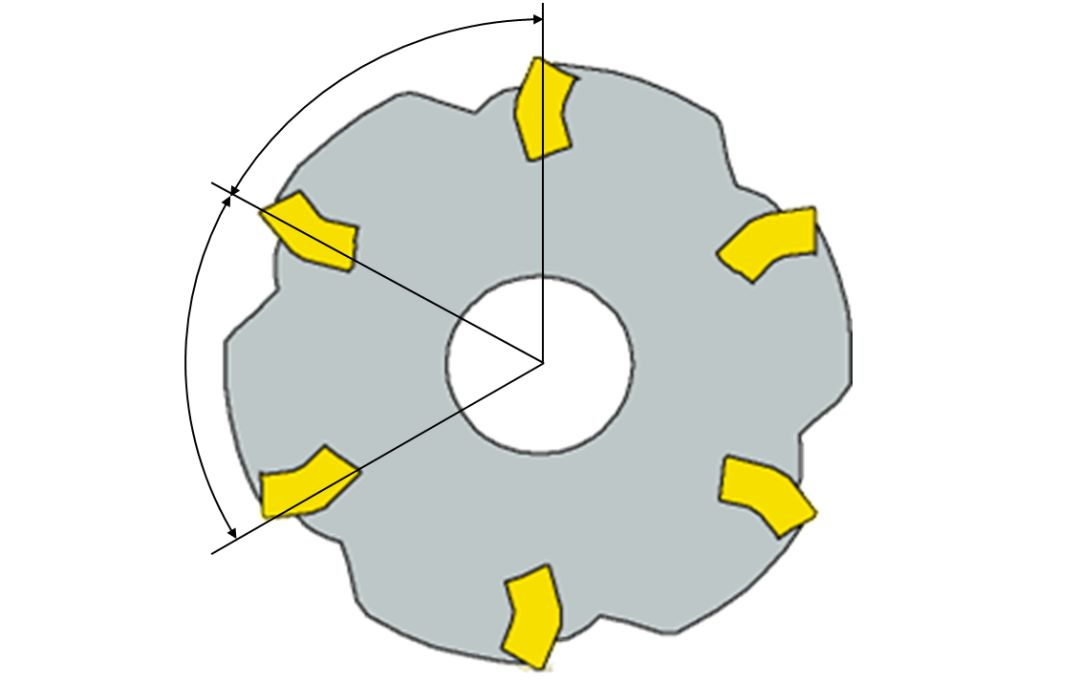
1) Tætninger: højhastighedsfremføring, stor fræsekraft, lille spånplads.
2) Standardtænder: konventionel fremføringshastighed, fræsekraft og spånplads.
3) Grove tænder: lavhastighedsfremføring, lille fræsekraft, stor spånplads.
Hvis fræseren ikke er udstyret med en speciel viskerindsats, afhænger overfladeruheden af, om fremføringen pr. omdrejning overstiger skærets viskerplansbredde.
Eksempel: Notfræsning og konturfræsning
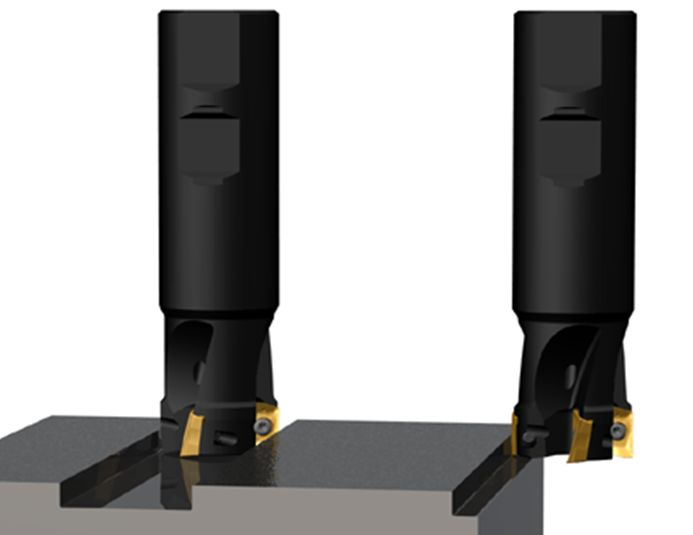
Antal tænder:
•Små eller standardtænder til notfræsning (sikkerhed)
•Tætte tænder til konturfræsning (produktivitet)
Indlægstid: Nov-01-2023


