1. G73 (spånbrydningscyklus) bruges normalt til bearbejdning af huller, der er dybere end 3 gange borets diameter, men som ikke overstiger borets effektive klingelængde. 2. G81 (cyklus med lavt hul) bruges normalt til boring af centerhuller, affasning og huller, der ikke overstiger 3 gange borets diameter. Med fremkomsten af interne køleværktøjer, for at forbedre forarbejdningseffektiviteten, vil denne cyklus også blive valgt til boring. 3. G83 (deep hole cycle) bruges normalt til behandling af dybe huller.
Når maskinen er udstyret med spindelcenterkøling (vandudløb)
Når værktøjet også understøtter centerkøling (vandudløb)
At vælge G81 til at behandle huller er det bedste valg
Højtrykskølevæsken vil ikke kun fjerne den varme, der genereres under boring, men også smøre skæret mere rettidigt. Det høje tryk vil også direkte knække borespånerne. De små spåner, der genereres, vil også blive udledt fra hullet i takt med højtryksvandstrømmen, hvilket undgår værktøjsslid og kvalitetsforringelse af det behandlede hul forårsaget af sekundær skæring. Da der ikke er noget problem med køling, smøring og spånfjernelse, er det den sikreste og mest effektive løsning blandt de tre borecyklusser.
Xinfa CNC-værktøjer har karakteristika af god kvalitet og lav pris. For detaljer, besøg venligst:CNC-værktøjsproducenter - Kina CNC-værktøjsfabrik og leverandører (xinfatools.com)
Forarbejdningsmaterialet er svært at bryde spåner, men andre arbejdsforhold er gode
Når der ikke er nogen spindelcenterkøling (vandudløb)
Brug af G73 er et godt valg
Denne cyklus vil opnå spånbrydning gennem en kort pausetid eller en lille tilbagetrækningsafstand, men boret skal have god spånfjernelsesevne. En glattere spånrille vil gøre det muligt for spånerne at blive tømt hurtigere for at undgå at blive viklet ind i spånerne fra den næste boring, og derved ødelægge kvaliteten af hullet. Brug af trykluft som en ekstra spånfjernelse er også et godt valg.
Hvis arbejdsforholdene er ustabile
Brug af G83 er det sikreste valg
Bearbejdning af dybe huller vil få borets skær til at slides for hurtigt, fordi den ikke kan afkøles og smøres i tide. Spånerne i hullet vil også på grund af dybden være svære at tømme ud i tide. Hvis spånerne i spånrillen blokerer for kølevæsken, vil det ikke kun reducere værktøjets levetid i høj grad, men spånerne vil også gøre den indvendige væg af det behandlede hul mere ru på grund af sekundær skæring, hvilket yderligere forårsager en ond cirkel.
Hvis værktøjet hæves til referencehøjden -R efter at have boret et kort stykke -Q, kan det være mere egnet ved bearbejdning nær bunden af hullet, men det vil tage meget tid at behandle den første halvdel af hullet, hvilket medfører unødigt spild.
Findes der en mere optimeret metode?
Her er to måder at bruge G83 dybt hul cyklus på
1: G83 X_ Y_ Z_ R_ Q_ F_
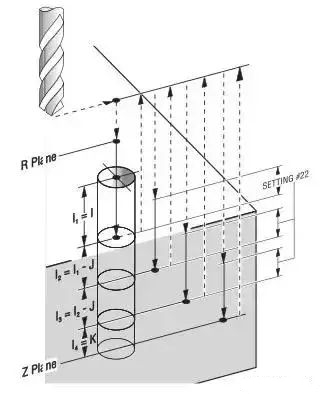
2:G83 X_ Y_ Z_ I_ J_ K_ R_ F_
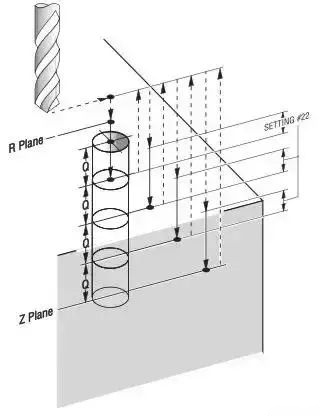
I den første metode er Q-værdien en konstant værdi, hvilket betyder, at fra toppen til bunden af hullet bruges den samme dybde til bearbejdning hver gang. På grund af behovet for bearbejdningssikkerhed vælges normalt den mindste værdi, hvilket også betyder den mindste metalfjernelseshastighed, og meget behandlingstid spildes usynligt.
I den anden metode er dybden af hver skæring repræsenteret af henholdsvis I, J og K:
Når arbejdstilstanden i toppen af hullet er god, kan vi indstille en større I-værdi for at forbedre behandlingseffektiviteten;
Når arbejdstilstanden i midten af forarbejdningshullet er gennemsnitlig, bruger vi en gradvist reduceret J-værdi for at sikre sikkerhed og effektivitet; når arbejdstilstanden i bunden af forarbejdningshullet er dårlig, sætter vi K-værdien for at sikre behandlingssikkerheden.
Ved faktisk brug kan den anden metode øge din boreeffektivitet med 50 % og koste nul!
Indlægstid: 22-jul-2024


