CNC Tools Nyheder
-
Praktisk trådberegningsformel, skynd dig og gem den
Relevante beregningsformler, der anvendes ved produktion af fastgørelseselementer: 1. Beregning og tolerance af udvendig gevindstigningsdiameter på 60° profil (National Standard GB 197/196). Beregning af grundlæggende dimensioner af stigningsdiameter Grundstørrelsen af gevindstigningsdiameter = gevindets hoveddiameter – stigning...Læs mere -
CNC-bearbejdningscenter programmeringsinstruktioner, hvis du ikke kender det, kom og lær det
1. pausekommando G04X (U)_/P_ refererer til værktøjets pausetid (fremføringen stopper, spindlen stopper ikke), og værdien efter adressen P eller X er pausetiden. Værdien efter For eksempel G04X2.0; eller G04X2000; pause i 2 sekunder G04P2000; Men i nogle hulsystembehandlingsinstruktioner (såsom...Læs mere -
For grundlæggende viden om skærende værktøjer, læs bare denne artikel
En god hest har brug for en god sadel og bruger avanceret CNC-bearbejdningsudstyr. Hvis det forkerte værktøj bruges, vil det være ubrugeligt! Valg af det passende værktøjsmateriale har stor indflydelse på værktøjets levetid, forarbejdningseffektivitet, forarbejdningskvalitet og forarbejdningsomkostninger. Denne artikel giver nyttige...Læs mere -
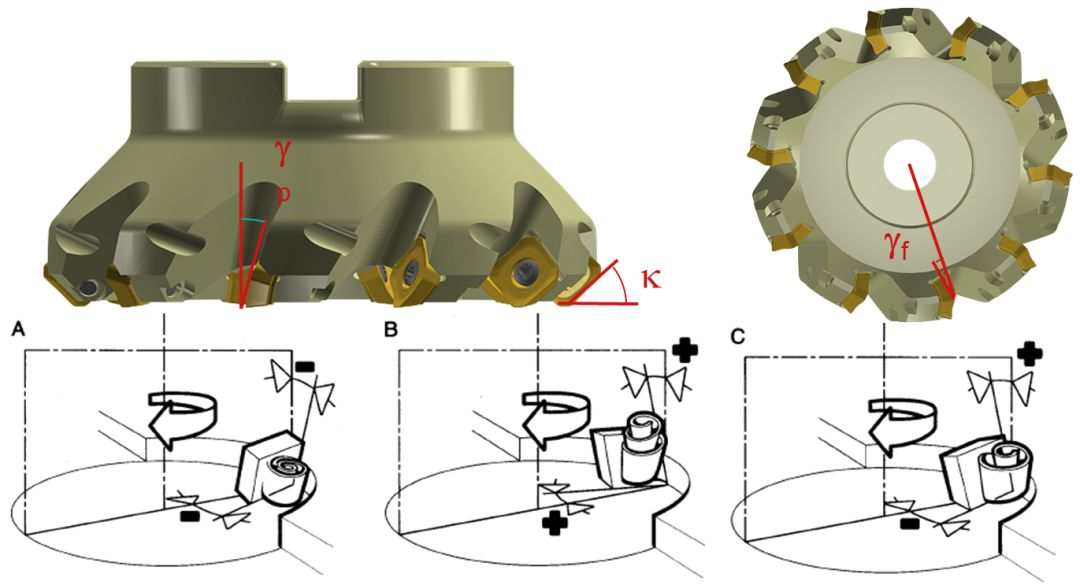
Forstår du virkelig opbygningen af fræsere
Fræsere bruges meget. Forstår du virkelig strukturen af fræsere? Lad os finde ud af det gennem en artikel i dag. 1. Vigtigste geometriske vinkler af indekserbare fræsere Fræseren har en ledende vinkel og to spånvinkler, den ene kaldes den aksiale spånvinkel og den anden er...Læs mere -

7 tips til CNC-værktøjsindstilling, der holder hele livet
Værktøjsindstilling er hovedoperationen og vigtige færdigheder i CNC-bearbejdning. Under visse forhold kan nøjagtigheden af værktøjsindstillingen bestemme bearbejdningsnøjagtigheden af dele. Samtidig påvirker værktøjsindstillingseffektiviteten også direkte CNC-bearbejdningseffektiviteten. Det er ikke nok bare at vide...Læs mere -
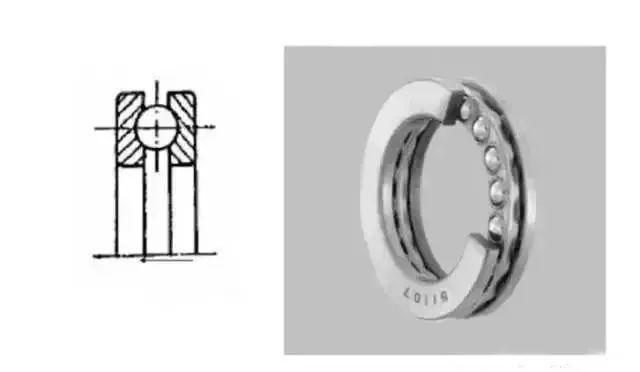
Forstå karakteristika, forskelle og anvendelser af de fjorten typer lejer i én artikel 01
Lejer er vigtige komponenter i mekanisk udstyr. Dens hovedfunktion er at støtte det mekaniske roterende legeme for at reducere friktionskoefficienten for den mekaniske belastning under transmissionsprocessen af udstyret. Lejer er opdelt i radiale lejer og tryklejer i overensstemmelse med...Læs mere -

Forstå karakteristika, forskelle og anvendelser af de fjorten typer lejer i én artikel 02
Lejer er vigtige komponenter i mekanisk udstyr. Dens hovedfunktion er at støtte det mekaniske roterende legeme for at reducere friktionskoefficienten for den mekaniske belastning under transmissionsprocessen af udstyret. Lejer er opdelt i radiale lejer og tryklejer i overensstemmelse med...Læs mere -
Hvad er forskellene mellem de tre-aksede, fire-aksede og fem-aksede CNC-bearbejdningscentre
I de senere år har CNC-bearbejdningscentre gennem kontinuerlig innovation og opdatering udledt tre-akse, fire-aksede, fem-aksede bearbejdningscentre, drejefræsesammensatte CNC-bearbejdningscentre osv. I dag vil jeg fortælle dig om karakteristikaene ved tre forskellige CNC-bearbejdningscentre: tre-akset,...Læs mere -
Tre metoder til bearbejdning af gevind i CNC-bearbejdningscenter
Alle har en dyb forståelse af fordelene ved at bruge CNC-bearbejdningscentre til at behandle emner. Der er stadig et slør af mystik omkring driften og programmeringen af CNC-bearbejdningscentre. I dag vil Chenghui Xiaobian dele trådbehandlingsmetoden med dig. Der er tre metoder...Læs mere -
Sådan vælger du fremføring og hastighed på oprømmeren i bearbejdningscenteret
Valg af rømmemængde ⑴ Rømmegodtgørelse Rømmegodset er den skæredybde, der er reserveret til oprømning. Normalt er tillægget til at rømme mindre end tilladelsen til at rømme eller kede. For meget rømmegods vil øge skæretrykket og beskadige rømmeren, hvilket resulterer i...Læs mere -
Sådan vælger du skærevæske, Det er relateret til bearbejdningsnøjagtighed og værktøjslevetid!
Først de generelle trin i udvælgelse af skærevæske Valget af skærevæske skal bestemmes ved at overveje omfattende faktorer såsom værktøjsmaskiner, skæreværktøjer og forarbejdningsteknologi, som vist i trinnene til valg af skærevæske. Før du vælger skærevæske i henhold til...Læs mere -
Hvorfor er titanlegering et svært materiale at bearbejde
Hvorfor tror vi, at titanlegering er et svært materiale at bearbejde? På grund af manglen på dyb forståelse af dets behandlingsmekanisme og fænomen. 1. Fysiske fænomener ved titaniumbearbejdning Skærekraften af titanlegeringsbearbejdning er kun en smule højere end stålets med ...Læs mere


